After testing a new modular head tube design on Windy’s Vega MTB, I wanted to get some nice parts CNC machined so that I could get the look just right. I’ve got a new mountain bike going together for myself and it’s going to use the new parts. As usual, a lot has gone into this.
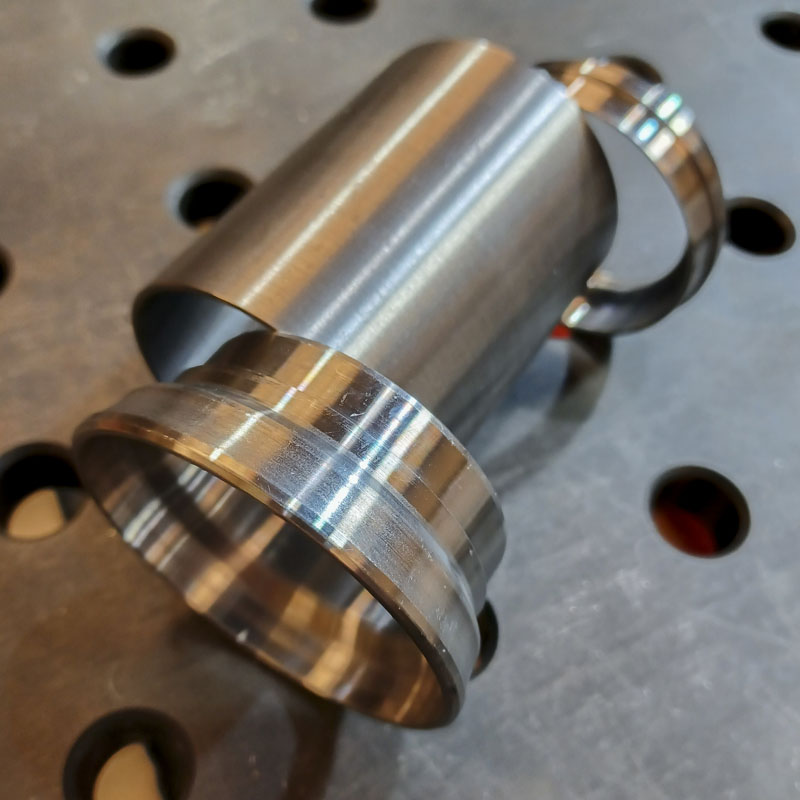
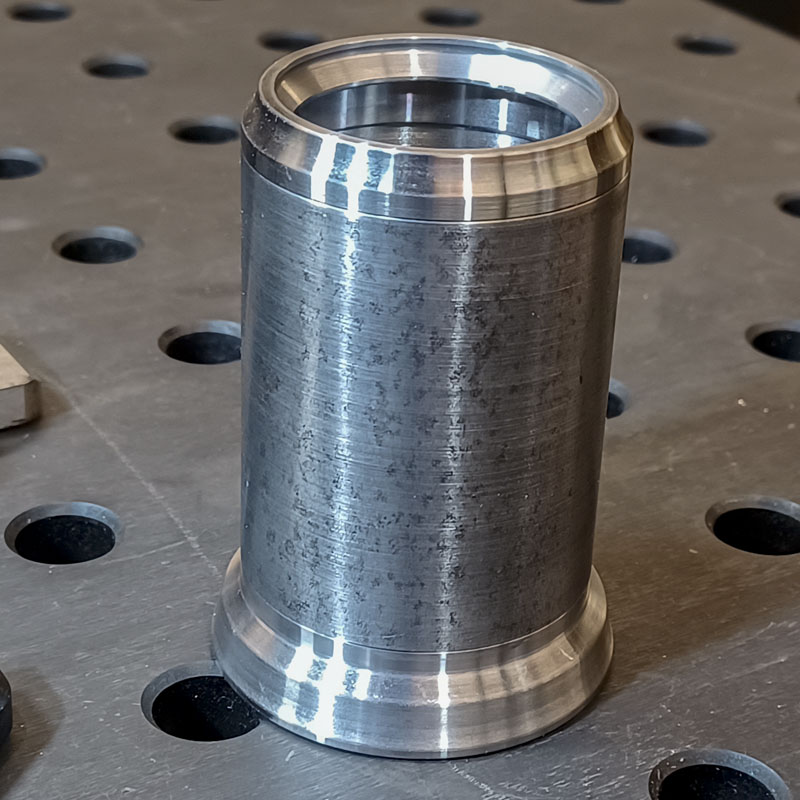
There needs to be a very large flair at the base of the tube to transition into the fork in an aesthetically pleasing way. Keeping this light was where the challenge came. It’s very expensive to machine these head tubes as a complete part as the stock diameter is huge. There’s also the issue of a fixed size inventory…even though most of my work is settling in at 85mm OAL.
The cup parts that I had used for the Vega head tube were manually machined in my shop. I had been a bit lazy when I cut them and really regret not putting more effort into them. Thus, they really didn’t look as hot as I would have liked. Still, they looked pretty good on the bike in the end. It’s always a good lead for a design when you take shortcuts and it still looks good.

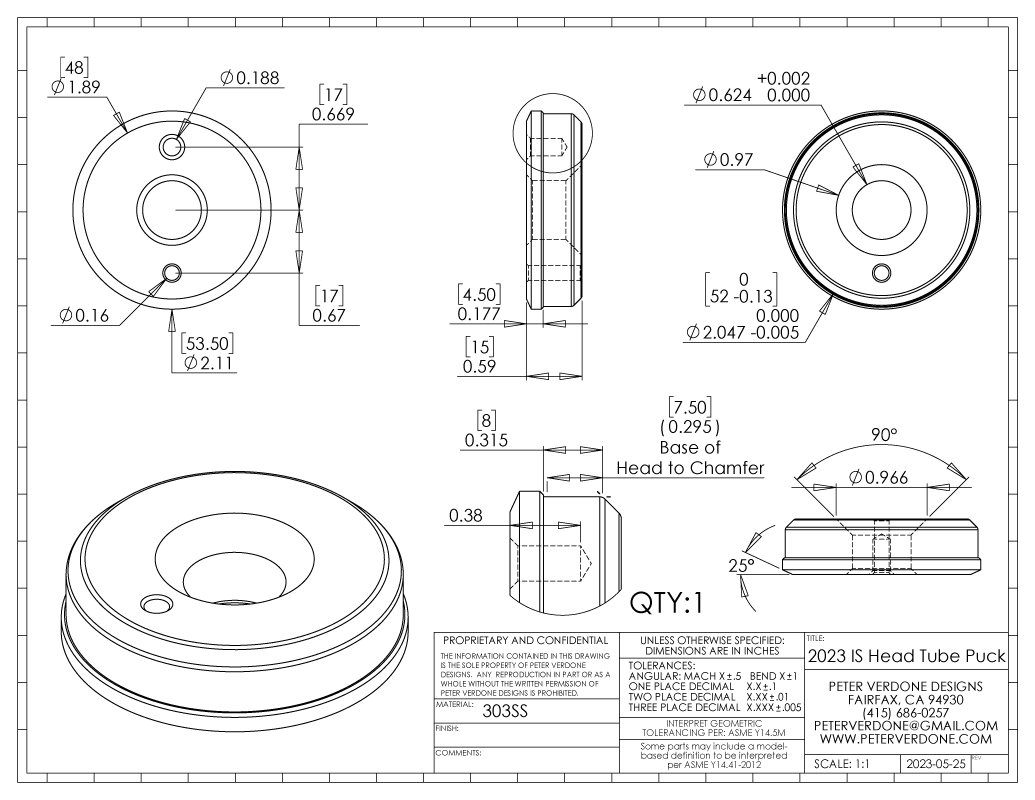
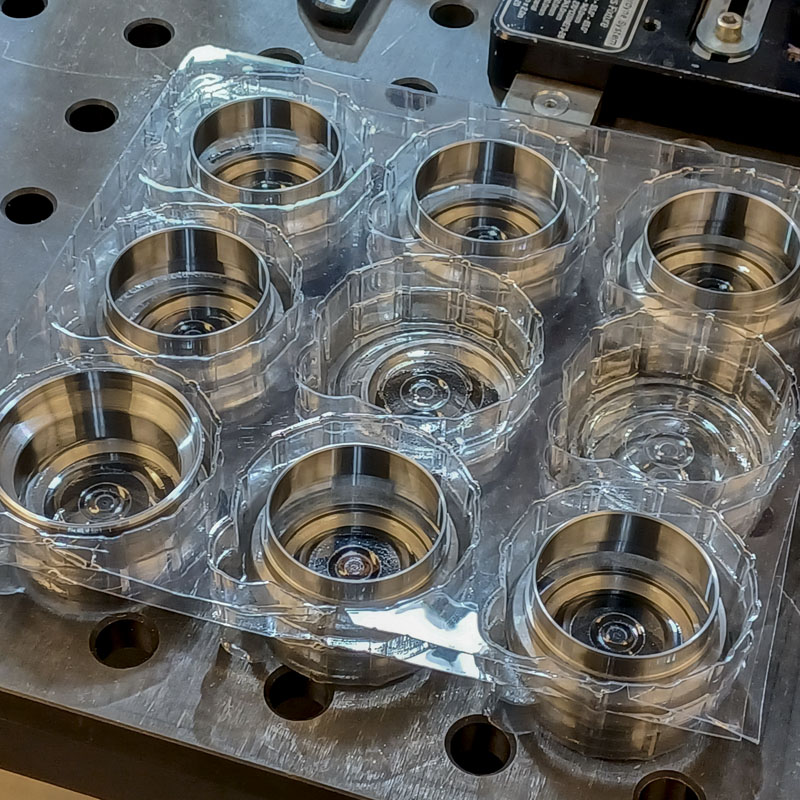
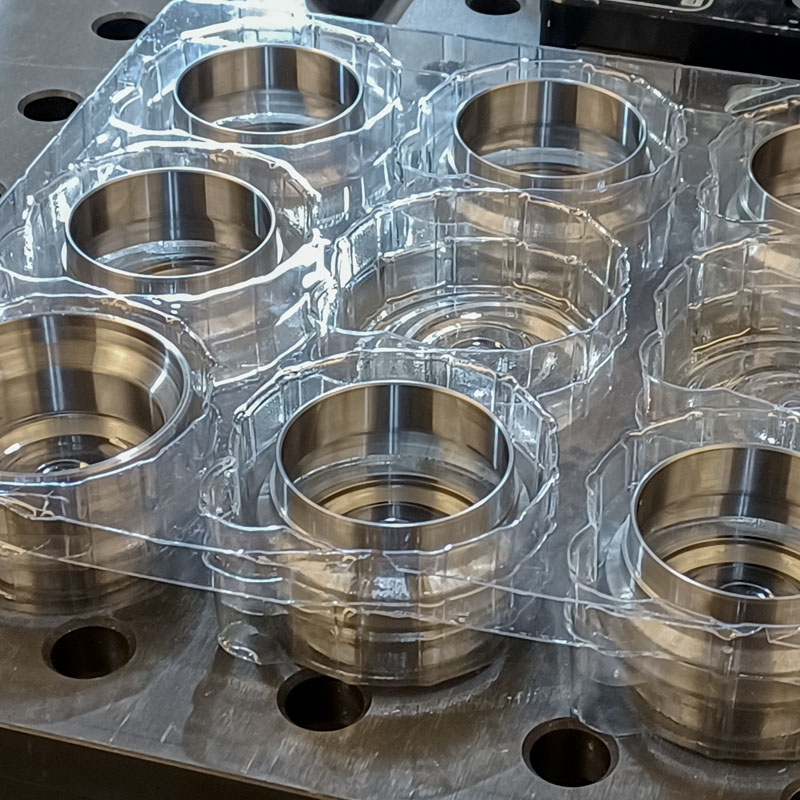
I drew up a better design than was used on Windy’s bike. It took as much advantage of CNC rather than manual machining. Fancy curves and transitions are tough on the manual machine. This shaves weight and brings out the elegance.
Since I’ve been doing a lot of learning about Chinese suppliers and sourcing in the last few years, I worked with a machine shop in southern China for these cups. It was a good experience and I know a lot more about how I’ll be approaching my next job. The parts look amazing and were well priced.
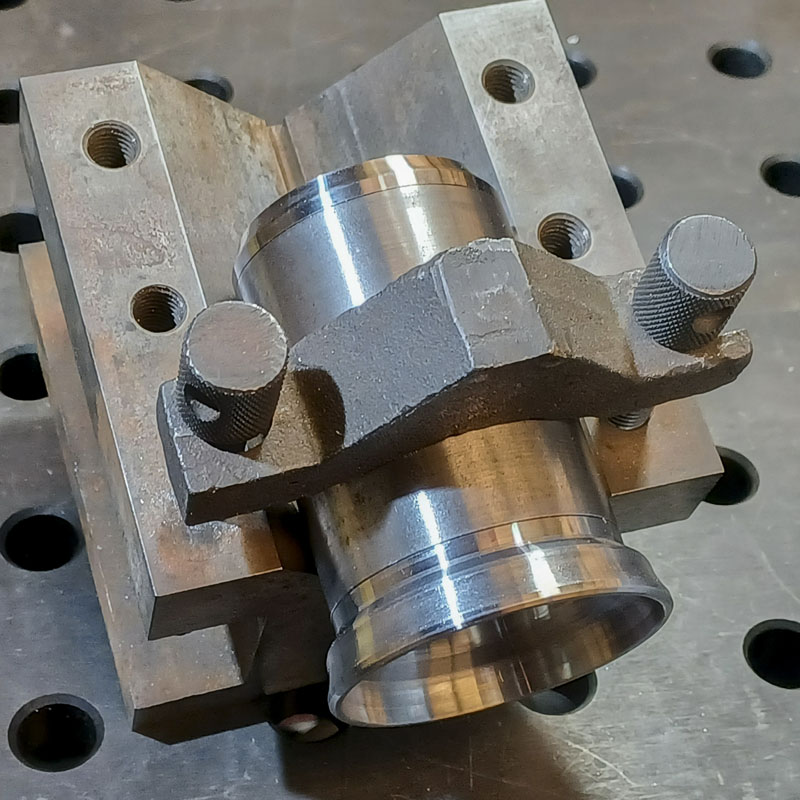
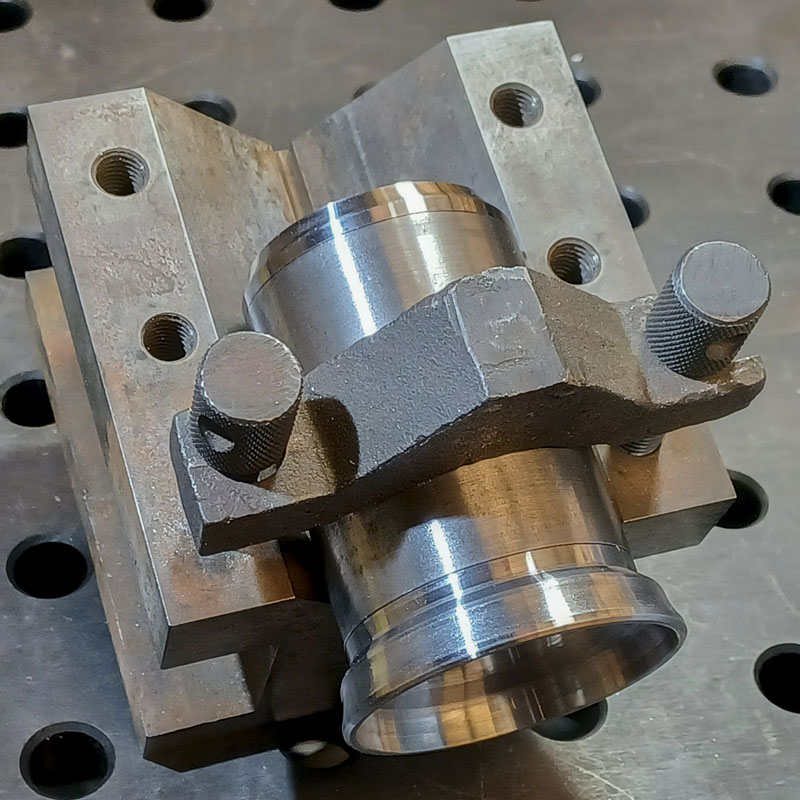
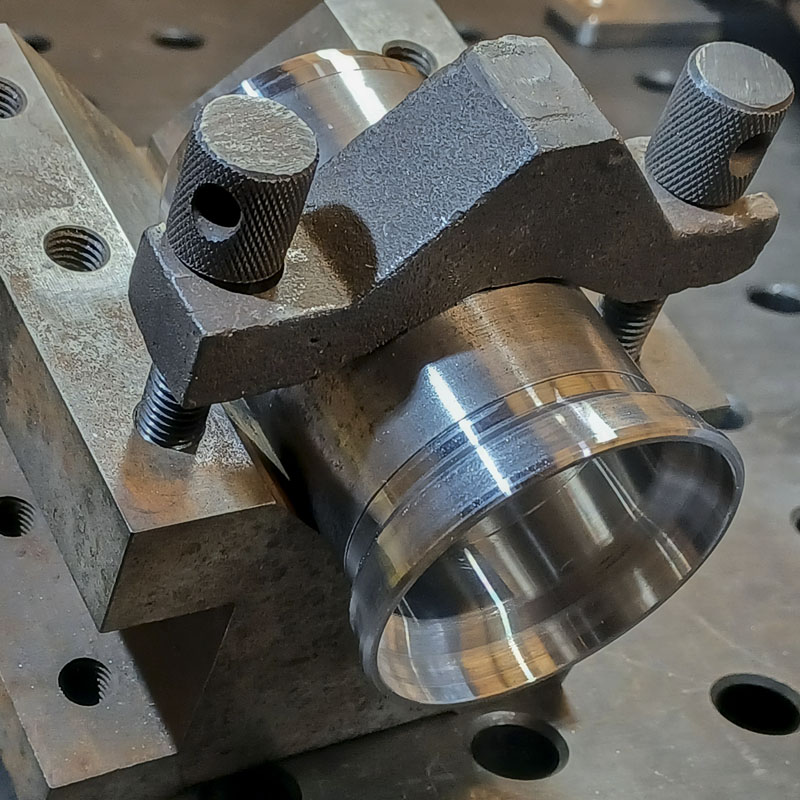
To assemble the system, the parts are press fit together and fusion welded. With some light finish work, the tube will look like a unit when painted.
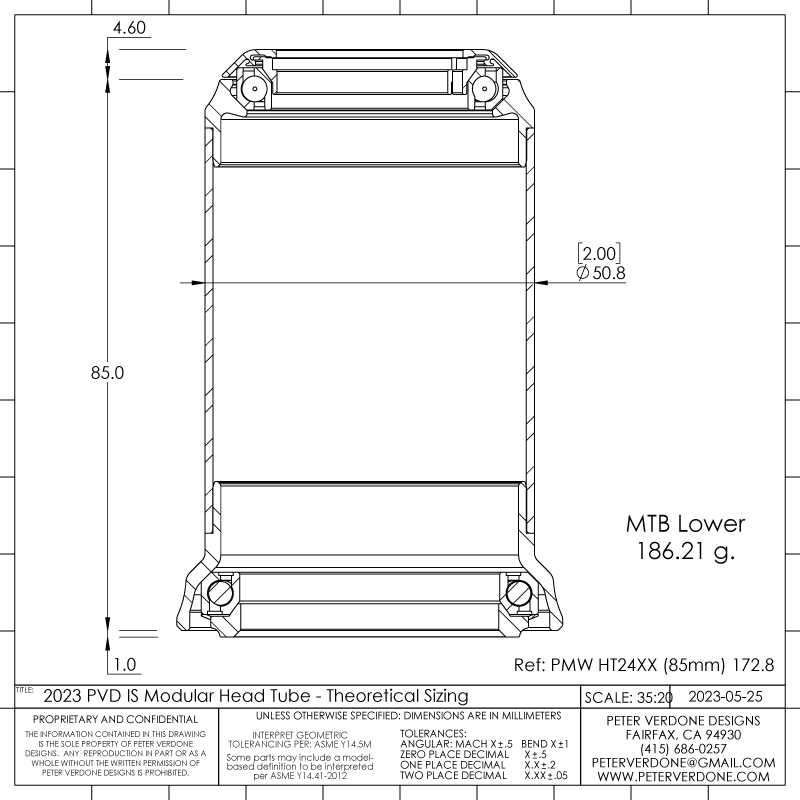
Due to the nature of the lower cups design, I had to improve my tooling for the Cyberdyne frame fixture. Honestly, I had been lazy up until now. I’ve been referencing IS52 head tubes by the diameter of the skirt and the base, like most people, which is incorrect. The proper datum to reference is the chamfer face inside as that is what interacts with the bearing. I had just been expedient until now. I felt good correcting an issue that I had long been meaning to fix.